 Токарные
Токарные
станки с ЧПУ служат для обработки заготовок типа тел вращения. Электрооборудование токарных станков с ЧПУ рассмотрим на примере станка модели 16К20Ф3. Токарный
станок модели 16К20Ф3 широко применяется для обработки наружных
цилиндрических поверхностей (со ступенчатым и криволинейным профилем
различной сложности) и нарезания резьбы. Общий вид станка изображен на рисунке.
Применительно
к металлорежущим станкам принята следующая система обозначений (в
дополнение к группе букв и цифр, характеризующих непосредственно
станок) …
Токарные станки с ЧПУ служат для обработки заготовок типа тел вращения. Электрооборудование токарных станков с ЧПУ рассмотрим на примере станка модели 16К20Ф3. Токарный станок модели 16К20Ф3 широко применяется для обработки наружных цилиндрических поверхностей (со ступенчатым и криволинейным профилем различной сложности) и нарезания резьбы.
Общий вид станка изображен на рис.1
Применительно к металлорежущим станкам принята следующая система обозначений (в дополнение к группе букв и цифр, характеризующих непосредственно станок): Ф1 — станки с цифровой индикацией и преднабором координат, Ф2 — с позиционными системами ЧПУ, Ф3 — с контурными системами ЧПУ, Ф4 — многооперационные станки с автоматической сменой инструмента.
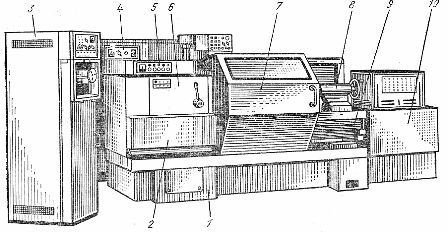
Рис. 1. Общий вид станка модели 16К20Ф3: 1 – станина, 2 – автоматическая коробка скоростей, 3,5 – пульты программного управления, 4 – электрошкаф, 6 – шпиндельная бабка, 7 – защитный экран, 8 – задняя бабка, 9 – гидроусилитель, 10 – гидростанция.
Токарный станок модели 16К20Ф3 имеет контурную систему ЧПУ. Контурные системы обеспечивают перемещение рабочих органов из одной точки в другую по заданной траектории (прямой, окружности, кривой более высокого порядка и т.д.). Как частный случай, контурная система обеспечивает обработку вдоль одной из осей координат.
Основанием станка является монолитная отливка, на которой располагается станина. Внутри основания размещается электродвигатель главного движения. По направляющим станины перемещается каретка суппорта и задняя бабка. В передней бабке находится автоматическая коробка скоростей (АКС). На поворотном резцедержателе в инструментальной головке одновременно может быть установлено шесть инструментов – резцов.
Устройство ЧПУ токарного станка модели 16К20Ф3 обеспечивает:
-
перемещение суппорта по двум координатам Z и X, автоматическое переключение
-
скоростей шпинделя за счет переключения шестерен АКС, смену инструментов путем поворота резцедержателя вокруг оси Z.
Объектами управления на станке являются: 1 — привод главного движения, 2 — приводы подачи, 3 — привод резцедержателя, 4 — привод системы охлаждения, 5 — привод гидроагрегата, 6 — привод системы смазки, 7 — привод насоса подпитки.
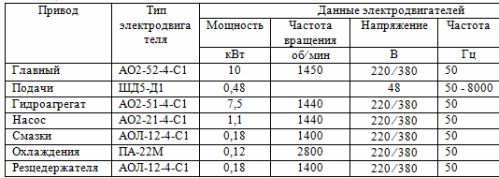
Технические характеристики электродвигателей приводов приведены в таблице1.
Привод главного движения содержит нерегулируемый асинхронный электродвигатель и автоматическую коробку скоростей, обеспечивающую получение девяти скоростей вращения шпинделя. Приводы подачи управляются от отдельного блока, обеспечивающего работу шаговых двигателей суппорта и механизма резьбонарезания. Остальные приводы являются вспомогательными и нерегулируемыми.
Таблица 1. Технические характеристики электродвигателей приводов токарного станка с ЧПУ модели 16К20Ф3
В состав системы управления станком входят (рис.2): устройство ЧПУ модели Н22-1М – 1, релейный блок – 2, исполнительные устройства – 3.
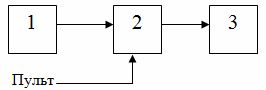
Рис. 2. Структурная схема
Включение любого объекта на станке может быть осуществлено от пульта управления станка или от устройства ЧПУ.
Команды управления декодируются кодовыми реле в релейном блоке. Включившиеся реле формируют сигналы, которые подаются на электромагнитные муфты автоматической коробки скоростей или магнитные пускатели, управляющие работой электроприводов.
Выбор скоростей вращения шпинделя
Включение электродвигателя главного движения осуществляется подачей команды на промежуточные реле с включением соответствующего контактора.
Для включения необходимой скорости вращения сигналы подаются на кодовые реле скорости. Соединение контактов этих реле представляет собой релейный дешифратор, управляющий включением электромагнитной муфты АКС.
Выбор инструмента
Станок укомплектован резцедержателем, обеспечивающим установку шести инструментов. Смена инструмента осуществляется поворотом резцедержателя в заданную позицию.
Сигналы управления подаются на реле смены инструмента и кодовые реле позиции инструмента с включением электродвигателя. Электродвигатель поворачивает резцедержатель. При совпадении заданной позиции с положением инструмента включается реле совпадения, которое дает команду на реверс резцедержателя. Затем включается реле обратной связи, которое дает сигнал в УЧПУ на продолжение отработки программы.

Включение охлаждения и работа системы смазки
В автоматическом режиме двигатель системы охлаждения включается при подаче сигнала на промежуточное реле, которое подает питание на соответствующий контактор. В процессе резания возможен пуск охлаждения выключателем с пульта при работающем главном приводе.
Электродвигатель смазки включается при каждом первоначальном пуске станка и остается включенным на время, необходимое для смазки. При продолжительной работе станка цикл смазки устанавливается с помощью реле времени с необходимой выдержкой на смазку и паузу. Предусмотрена возможность включения смазки во время паузы вручную толчковой кнопкой. При этом цикл смазки не нарушается.
Смотрите также: Электропривод токарных станков