 Ультразвуковая
Ультразвуковая
сварка использует высокочастотные ультразвуковые акустические
колебания, воздействующие на соединяемые детали, собранные вместе под
небольшим давлением. Этот метод сварки наиболее часто используется для
соединения термопластов и в тех случаях, когда неприменимы болтовые
соединения, пайка или склеивание. Хотя
ультразвуковая сварка была разработана уже в 1940-х годах, в
промышленных целях она впервые была использована в начале 1960-х для
сварки тонкой проволоки в электронной промышленности …
Ультразвуковая сварка использует высокочастотные ультразвуковые акустические колебания, воздействующие на соединяемые детали, собранные вместе под небольшим давлением. Этот метод сварки наиболее часто используется для соединения термопластов и в тех случаях, когда неприменимы болтовые соединения, пайка или склеивание.
Хотя ультразвуковая сварка была разработана уже в 1940-х годах, в промышленных целях она впервые была использована в начале 1960-х для сварки тонкой проволоки в электронной промышленности. В 1963 г. ультразвуковая сварка стала использоваться для соединения полиэтилена. С того же времени ультразвуковая сварка начала применяться для сварки алюминия и тонкого листового металла в автомобильной промышленности (модули зажигания, провода к клеммам, провода жгутов).
Медленный процесс признания преимуществ ультразвуковой сварки в промышленности был вызван отсутствием мощного ультразвукового оборудования, которое могло бы гарантировать стабильное качество сварки даже для больших деталей. В результате исследования в 80-х и 90-х годах были в основном сосредоточены на развитии ультразвукового оборудования.
Несмотря на то, что при ультразвуковой сварке применяется вибрация, этот способ отличается от «вибрационной сварки», также известной как сварка трением. В случае вибрационной сварки одна из соединяемых деталей удерживается на месте, а другая совершает колебательные движения (от электромагнитного или гидравлического привода).
При ультразвуковой сварке обе детали удерживаются на месте и для создания трения используются высокочастотные звуковые волны. Акустическая энергия создает трение и производит тепло, в результате детали свариваются между собой менее чем за секунду, что делает ультразвуковой способ сварки одним из самых быстрых, используемых на сегодняшний день.
Процесс ультразвуковой сварки — полностью автоматизирован и производится на специальных установках. Принцип ультразвуковой сварки показан на рис. 1, а состав типовой установки — на рис. 2.
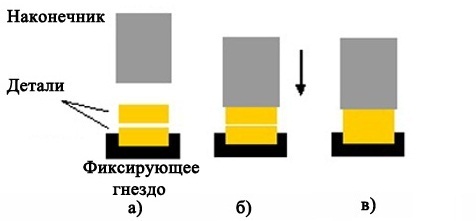
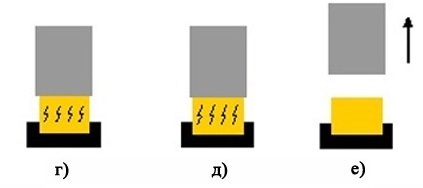
Рис. 1. Принцип ультразвуковой сварки: а — совмещение деталей, б — контакт деталей с наконечником, в — приложение давления, г — сварка, д — выдержка, е — подъем наконечника
Рис. 2. Схема установки для звуковой сварки
Генератор (в отдельном блоке) служит для преобразования электрических колебаний от сети в высокочастотные (20…60 кГц), преобразователь с помощью пьезоэлементов превращает электрические колебания в акустические. Бустер и сонотрод — это пассивные резонансные элементы установки, служащие для передачи колебаний от преобразователя к деталям.
Обычно установки для ультразвуковой сварки комплектуются набором бустеров с разными коэффициентами трансформации перемещений. Форма сонотрода определяется необходимой конфигурацией сварного шва. В зависимости от формы сонотрода создаются продольные радиальные, краевые и другие колебания волн. Для каждого шва требуется свой сонотрод.
Физическая сущность процесса заключается в возникновении на контакте двух деталей очень сильных колебаний малой амплитуды. Вибрации, в сочетании с давлением, удаляют примеси и оксиды с поверхности деталей. Электроны начинают двигаться между деталями, формируя металлургический шов.
Ультразвуковая сварка идеально подходит для создания электрических соединений, сваривания алюминия и меди, для герметизации концов медных трубок, для сварки пластмасс, для встраивания металлических деталей в пластмассовые.

Рис. 3. Соединения, получаемые при помощи ультразвуковой сварки
Ультразвуковая сварка пластмасс позволяет получить более надежные соединения, чем другие способы. При этом ультразвуковая сварка пластмасс принципиально отличается от сварки металлов.
Во-первых, ультразвуковая сварка металлов происходит с помощью поперечных колебаний, параллельных сварным поверхностям. Ультразвуковая сварка пластмасс использует вибрации продольных колебаний, которые являются нормальными (т.е. находятся под прямым углом) к сварным поверхностям. Форма сонотродов, которые передают ультразвуковые колебания в металлические и пластиковые швы также совершенно разные.
Во-вторых, при сварке металлов шов создается через фрикционное взаимодействие поверхностей, создающее твердотельную связь без плавления материала. Ультразвуковая сварка пластмассовых деталей основана на плавлении материала в том смысле, как и многие другие традиционные методы сварочных процессов, такие как дуговая сварка, сварка сопротивлением или лазерная), но в гораздо более низком температурном диапазоне.

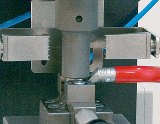
Рис. 4. Оборудование для ультразвуковой сварки
Преимущества ультразвуковой сварки:
1. Не требуется специальная очистка поверхности.
2. Не нужна защитная атмосфера.
3. Не требуются расходные сварочные материалы (проволока, электроды, припой и т. д.).
4. Малое потребление энергии.
5. Короткое время сварки для образования соединения (около четверти секунды).
6. Полная автоматизация процесса сварки и возможность легкой интеграции с другими производственными процессами.
7. Возможность сварки различных по природе материалов, в том числе чувствительных к воздействию высокой температуры, т. к. при сварке выделяется незначительное количество тепла.
8. Сварка любых форм заготовок.
9. Сварные швы, созданные с помощью этого процесса, являются визуально привлекательными, аккуратными.
10. При ультразвуковой сварке не используются едкие химикаты и выделяется небольшое количество паров, в отличие от других способов.

Ограничения ультразвуковой сварки:
1. Самым серьезным ограничением в применении ультразвуковой сварки является величина свариваемых деталей — не более 250 мм. Это связано с ограничениями в выходной мощности датчика, неспособности сонотрода передавать очень высокую мощность ультразвуковых волн, и трудностями в контроле амплитуды.
2. Для сварки ультразвуком также требуется более низкое содержание влаги в соединяемых материалах. В противном случае предпочтительна вибрационная сварка.
3. Ультразвуковая сварка не эффективна для соединения толстостенных материалов. По крайней мере одна из соединяемых деталей должна быть легкой, так как она «вбирает» в себя огромное количество энергии.