 Фрезерные станки предназначены для
Фрезерные станки предназначены для
обработки наружных и внутренних плоских и фасонных поверхностей,
прорезки канавок, нарезки наружной и внутренней резьбы, зубчатых колес и
т.п. Особенностью этих станков является рабочий инструмент — фреза,
имеющая множество режущих лезвий. Главное движение — вращение фрезы, а
подача — перемещение изделия вместе со столом, на котором оно
закреплено. В процессе обработки каждое лезвие фрезы снимает стружку в
течение доли оборота фрезы
Фрезерные станки предназначены для обработки наружных и внутренних плоских и фасонных поверхностей, прорезки канавок, нарезки наружной и внутренней резьбы, зубчатых колес и т.п. Особенностью этих станков является рабочий инструмент — фреза, имеющая множество режущих лезвий. Главное движение — вращение фрезы, а подача — перемещение изделия вместе со столом, на котором оно закреплено. В процессе обработки каждое лезвие фрезы снимает стружку в течение доли оборота фрезы, а сечение стружки изменяется непрерывно от наименьшего до наибольшего. Выделяются две группы фрезерных станков: общего назначения (например, горизонтальные, вертикальные и продольно-фрезерные) и специализированные (например, копировально-фрезерные, зубофрезерные).
В зависимости от числа степеней свободы перемещений стола различают консольно-фрезерные (три движения — продольное, поперечное и вертикальное), бесконсольно-фрезерные (два движения — продольное и поперечное), продольно-фрезерные (одно движение — продольное) и карусельно-фрезерные (одно движение — круговая рабочая подача) станки. Все эти станки имеют одинаковый главный привод, обеспечивающий вращательное движение шпинделя, и различные приводы подачи.
Копировально-фрезерные применяются для обработки пространственно сложных плоскостей методом копирования по шаблонам. В качестве примера можно назвать поверхности штампов, прессовых форм, рабочих колес гидротурбин и др. На универсальных станках обработка таких поверхностей слишком сложна или вообще невозможна. Разновидностью этих наиболее распространенных станков являются электрокопировальные, имеющие электрическое следящее управление.
Устройство универсально-фрезерного станка модели 6Н81 показано на рисунке 1. Станок предназначен для фрезерования различных деталей сравнительно небольших размеров.
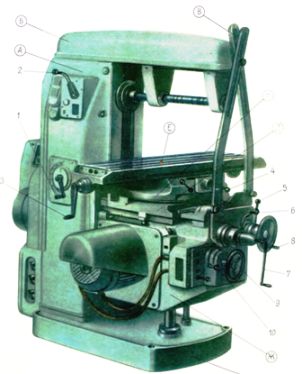
Рис. 1 Устройство универсально-фрезерного станка модели 6Н81
В корпусе шпиндельной бабки находится двигатель шпинделя, коробка скоростей и шпиндель для фрезы. Шпиндельная бабка перемещается по направляющим траверсы вдоль своей оси, а траверса, в свою очередь, — по неподвижной стойке, имеющей вертикальные направляющие.
Таким образом, станок имеет три взаимно перпендикулярных движения: горизонтальное перемещение стола, вертикальное перемещение шпиндельной бабки вместе с траверсой, поперечное перемещение шпиндельной бабки вдоль своей оси. Объемная обработка производится горизонтальными или вертикальными строчками. Рабочий инструмент: пальцевые цилиндрические и конусные или торцевые фрезы.
В состав электрооборудования фрезерных станков входят привод главного движения, привод подачи, приводы вспомогательных движений, различные электрические аппараты управления, контроля и защиты, системы сигнализации и местное освещение станка.
Электропривод фрезерных станков
Привод главного движения фрезерного станка: асинхронный короткозамкнутый двигатель; асинхронный двигатель с переключением полюсов. Торможение: противовключением с помощью электромагнита. Общий диапазон регулирования (20 — 30) : 1.
Привод подачи: механический от цепи главного движения, асинхронный короткозамкнутый двигатель, двигатель с переключением полюсов (движение стола продольно-фрезерных станков), система Г—Д (движение стола и подача головок продольно-фрезерных станков), система Г—Д с ЭМУ (движение стола продольно-фрезерных станков); тристорный привод, регулируемый гидропривод. Общий диапазон регулирования 1 : (5 — 60).
Вспомогательные приводы используют для: быстрого перемещения фрезерных головок, перемещения поперечины (у продольно-фрезерных станков); зажима поперечин; насоса охлаждения; насоса смазки, насоса гидросистемы.
У горизонтально-фрезерных станков фланцевые электродвигатели обычно устанавливают на задней стенке станины, а у вертикально-фрезерных — чаще всего вертикально на верху станины. Применение отдельного электродвигателя для привода подачи значительно упрощает конструкции фрезерных станков. Это допустимо, когда на станке не производят зуборезных работ. На фрезерных станках распространены цикловые системы программного управления. Их применяют для прямоугольного формообразования. Широко применяют числовые системы программного управления для обработки криволинейных контуров.
У продольно-фрезерных станков для привода каждого из шпинделей обычно применяют отдельные асинхронные короткозамкнутые двигатели и многоступенчатую коробку скоростей. Диапазоны регулирования скорости приводов шпинделей доходят до 20 : 1. Цепи управления двигателями шпинделей, не участвующих в обработке детали, отключают переключателями управления. Останов работающего привода шпинделя производится только после полного прекращения подачи. Для этого в схеме устанавливают реле времени. Пуск двигателя подачи возможен только после включения двигателя шпинделя.
Привод стола тяжелых продольно-фрезерных станков должен обеспечить подачи от 50 до 1000 мм/мин. Кроме того, необходимо быстрое перемещение стола со скоростью 2 — 4 м/мин и медленное перемещение при настройке станка со скоростью 5 — 6 мм/мин. Общий диапазон регулирования скорости привода стола доходит до 1 : 600.
На тяжелых продольно-фрезерных станках распространен электропривод по системе Г—Д с ЭМУ. Электроприводы вертикальных и горизонтальных (боковых) бабок сходны с приводом стола, но имеют значительно меньшую мощность. Если не требуется одновременного перемещения бабок, то применяют общий преобразовательный агрегат для приводов всех бабок. Такое управление является более простым и связано с меньшими затратами средств. Осевое перемещение шпинделей производят тем же приводом подачи. Для этого соответственно переключают кинематическую цепь. У тяжелых продольно-фрезерных станков с подвижным порталом для его перемещения также применяют отдельный электродвигатель.
Для повышения плавности работы некоторых фрезерных станков применяют маховики. Их обычно насаживают на приводной вал фрезы. У зубофрезерных станков необходимое соответствие главного движения и движения подачи обеспечивается путем механической связи цепи подачи с цепью главного движения.
Электрооборудование зуборезных станков. Привод главного движения: асинхронный короткозамкнутый двигатель. Привод подачи: механический от цепи главного движения. Вспомогательные приводы используют для: быстрого перемещения кронштейна и задней стойки, перемещения фрезерной головки, единичного деления, поворота стола, насоса охлаждения, насоса смазки, насоса гидроразгрузки (у тяжелых станков).
Специальные электромеханические устройства и блокировки: устройство для счета числа циклов, автоматические устройства для компенсации размерного износа инструмента.
У ряда зубообрабатывающих станков применяют счетные устройства. Их используют на шевинговальных станках для счета проходов, на станках для предварительной прорезки зубчатых колес, для счета числа делений и для счета числа обработанных деталей.
У зубодолбежных станков главное возвратно-поступательное движение осуществляется посредством кривошипов и эксцентриковых передач. Электрооборудование зубодолбежных станков несложно. Применяют магнитные пускатели с дополнительным управлением «толчками» (для наладки). Торможение привода осуществляют чаще всего электромагнитом.
На рис. 2. показана электрическая принципиальная схема фрезерного станка модели 6Р82Ш
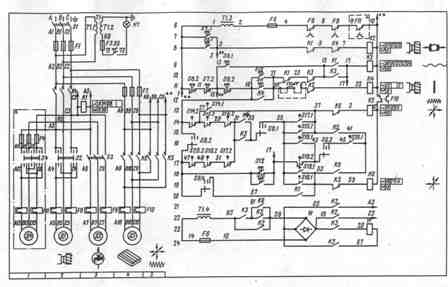
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка. В консоли расположен электромагнит для быстрых перемещений. Кнопки управления смонтированы на пультах на консоли и левой стороне станины. Все аппараты управления размещены на четырех панелях, на лицевую сторону которых выведены рукоятки следующих органов управления: S1 — вводный выключатель; S2 ( S4) — реверсивный переключатель шпинделя; S6 — переключатель режимов; S3 — выключатель охлаждения. Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Электрическая схема позволяет производить работу на станке в следующих режимах: управление от рукояток и кнопок управления, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится переключателем S6. Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной и поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» и «Стоп». При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро». Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях. Кнопки S7 или S8 должны быть нажаты до полного останова электродвигателя.
Автоматическое управление фрезерным станком осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку, производят необходимые переключения в электросхеме конечными выключателями. Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод. Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя. Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.