 Технологические
Технологические
карты имеют своим назначением обеспечение правильной организации и
передовой технологии монтажного процесса при выполнении работ по монтажу
отдельных элементов электротехнического узла (выключатель,
разъединитель, конденсатор, измерительный трансформатор и др.) или по
монтажу отдельных узлов электротехнических устройств (ячейка ОРУ или
ЗРУ, силовой трансформатор, аккумуляторная батарея, выводы генераторов,
комплектные токопроводы, гибкие связи и т. п.). Технологические карты на сложные работы …
Технологические карты имеют своим назначением обеспечение правильной организации и передовой технологии монтажного процесса при выполнении работ по монтажу отдельных элементов электротехнического узла (выключатель, разъединитель, конденсатор, измерительный трансформатор и др.) или по монтажу отдельных узлов электротехнических устройств (ячейка ОРУ или ЗРУ, силовой трансформатор, аккумуляторная батарея, выводы генераторов, комплектные токопроводы, гибкие связи и т. п.).
Технологические карты на сложные работы и на работы, выполняемые новыми методами, не получившими широкого распространения, должны разрабатываться в составе ППР.
В технологических картах должны быть разработаны следующие разделы:
1. Технико-экономические показатели монтажных работ (физические объемы работ, трудоемкость работ в человеко-днях, выработка на одного рабочего в день, затраты машйно-смен и энергоресурсов).
2. Организация и технология выполнения монтажных процессов (схема организации работ и рабочих мест с указанием фронта работ, расположение частей и деталей подлежащего монтажу электрооборудования, расположение и порядок перемещения машин и механизмов; основные указания о последовательности и методах выполнения работ; специальные требования по технике безопасности).
3. Организация и методы труда рабочих (количественный и квалификационный состав бригад с учетом достигнутого и возможного перевыполнения норм, график выполнения работ с указанием трудоемкости на единицу объема и на весь объем работ).
4. Материально-технические ресурсы (ведомость необходимых монтажных материалов, ведомость монтажных изделий и конструкций, изготовляемых на заводах монтажных изделий и в центральных монтажно-заготовительных мастерских, ведомость машин, механизмов, приспособлений и инструмента).
5. Калькуляция трудовых затрат.
На основные монтажные узлы электротехнических устройств и основные виды электрооборудования разработаны типовые технологические карты. Указанные карты могут быть использованы с привязкой их к конкретным местным условиям при разработке проектов производства работ и технологических карт для конкретных объектов монтажа.
Схема разделов и порядок расположения материалов, подлежащих разработке при составлении конкретных типовых карт, могут изменяться в зависимости от сложности и специфики подлежащего монтажу электрооборудования.
Типовые технологические карты способствуют внедрению единых форм ведомостей, графиков и таблиц, разрабатываемых в составе конкретных технологических карт, и значительно облегчают работу по их составлению, ограничивая ее внесением в типовые карты изменений, вызванных специфическими особенностями конкретной монтажной площадки (схемы такелажа оборудования, расстояния их места разгрузки оборудования до монтажной зоны, наличие механизмов и др.).
Ниже приводится пример разработки технологической карты на монтаж аккумуляторной батареи типа СК-14.
Карта составлена на основе типовой технологической карты на монтаж аккумуляторных батарей типов СК-3 — СК-20, устанавливаемых на подстанциях напряжением до 500 кВ.
Технологическая карта на монтаж аккумуляторной батареи типа СК-14 на 140 элементов.
I Технико-экономические показатели монтажных работ
Трудоемкость монтажных работ с учетом выполнения норм рабочими на 130%, чел-дней — 98,6 В, том числе: такелажные работы — 4,8, монтаж стеллажей — 1,8 монтаж ошиновки — 7,8, монтаж элементов батареи — 70,2, приготовление и заливка электролита и формовка батареи — 14,0.
Продолжительность монтажа — ~40 дней. Количество рабочих, занятых на монтаже батареи — 2,4. Количество машино-смен работы автокрана — 2, Количество машино-смен работы установки СПЭ-1 — 2,2
II Основные указания о последовательности и методах производства работ.
До начала монтажных работ должны быть закончены строительные и отделочные работы, отопительная и вентиляционная системы и освещение. Должно быть подготовлено и опробовано устройство для формовки батареи.
Работы по монтажу аккумуляторной батареи выполняются в следующей последовательности:
Подготовительные работы
1. Приемка аккумуляторного помещения под монтаж по акту от строительной организации.
2. Комплектование, доставка и размещение механизмов (установка для вентиляции помещения батареи, устройство для формовки, автокран), приспособлений и инструмента.
3. Проверка комплектности и доставка оборудования батареи, стеллажей и других материалов к месту монтажа.
4. Выдача бригаде наряда на выполнение всех работ но монтажу батареи в соответствии с калькуляцией трудозатрат.
5. Проведение с бригадой инструктажа по технике безопасности с регистрацией в журнале.
Установка стеллажей
1. Разметка мест установки опорных изоляторов и стеллажей на них по чертежам.
2. Осмотр изоляторов на предмет отсутствия сколов и трещин и установка изоляторов и стеллажей.
3. Вторичная окраска стеллажей кислотостойкой краской.
Монтаж ошиновки
1. Разметка мест установки опорных изоляторов, пристрелка пистолетом ПЦ-52 дюбелей-винтов, установка и крепление изоляторов на дюбелях.
2. Прокладка шин по опорным изоляторам, сварка и крепление шин.
3. Обвертывание изоляторов бумагой перед покраской помещения батареи.
4. Очистка изоляторов и шин после покраски помещения.
5. Двойная окраска шин цветной кислотостойкой эмалью и смазка шин после окраски техническим вазелином.
Установка стеклянных баков
1. Распаковка баков и проверка их на отсутствие трещин и сколов.
2. Протирка баков, промывка дистиллированной водой и протирка их насухо.
3. Установка по шаблону стеклянных изоляторов на стеллажи и баков на стеклянные изоляторы (рис. 1).
4. Выравнивание баков по уровню и шнуру винипластовыми подкладками.
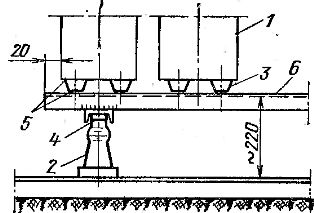
Рис. 1. Установка аккумуляторных баков на металлические стеллажи: 1 — стеклянный бак СК-14, изолятор ОФ-6-375, 3 — стеклянный изолятор, 4 — болт М10 х 30 мм, 5 — винипластовые прокладки, 6 — стеллаж.
Сборка аккумуляторов
1. Распаковка ящиков с пластинами, осмотр и определение дефектных пластин по ГОСТ, раскладка пластин по штабелям в зависимости от полярности.
2. Выравнивание искривленных пластин и соединительных полос.
3. Очистка пластин стальной щеткой.
4. Сборка элементов аккумуляторной батареи (рис. 2).
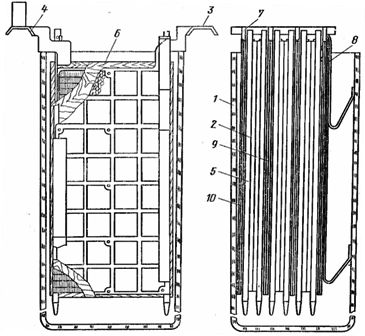
Рис. 2. Сборка элементов батареи: 1 — сосуд стеклянный, 2 — пластина положительная, 3 — полоса без наконечника, 4 — полоса с наконечником, 5 — палочка березовая, 6 — сепаратор, 7 — штифт эбонитовый, 8 — пружины, 9 — пластина отрицательная средняя, 10 — то же крайняя.
Пайка пластин и присоединение шин к аккумуляторам
1. Зачистка хвостов аккумуляторных пластин и соединительных полос.
2. Спайка хвостов пластин с соединительными полосами паяльными клещами.
3. Проверка качества пайки и исправление выявленных дефектов.
4. Перестановка шаблонов на следующие баки и удаление излишних частиц свинца пайки с пластин, соединительных полос и мест пайки.
5. Очистка баков с установленными пластинами от пыли и частиц свинца пылесосом.
6. Сборка и установка сепараторов.
7. Сварка шин с аккумуляторами.
8. Составление с заказчиком двустороннего акта готовности батареи к заливке электролитом.
Приготовление электролита и заливка его в аккумуляторы
1. Сборка схемы приготовления и заливки электролита в аккумуляторы.
2. Приготовление электролита, доведение его до плотности 1,18 г/см3 и охлаждение до +25—30° С.
3. Первая заливка электролита в баки аккумуляторов до уровня на 10 мм ниже уровня нижней кромки пластин.
4. Окончательная заливка электролита до уровня на 10—15 мм выше верхней кромки пластин и закрытие баков аккумуляторов покровными стеклами.
Формовка и испытание аккумуляторной батареи
1. Включение в работу вентиляционной системы.
2. Сборка и проверка схемы для формовки батареи.
3. Формовка аккумуляторной батареи.
При выполнении всех видов работ по монтажу батареи обращать особое внимание на соблюдение всех общих и специальных мер по охране труда и технике безопасности, предусмотренных действующими правилами техники безопасности, а также «Инструкцией да правилам ухода за стационарными батареями из аккумуляторов с поверхностными пластинами» и типовой технологической картой на монтаж аккумуляторных батарей типов СК-3 — СК-20.
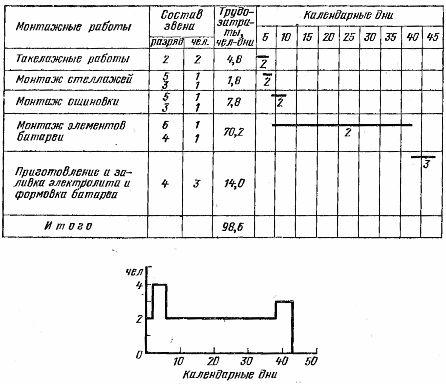
III График монтажа аккумуляторной батареи СК-14 из 140 элементов
Графики монтажа батареи и движения рабочей силы составлены исходя из того, что средний процент выполнения норм рабочими составляет 130%, кроме работ по заливке и формовке батареи, которые выполняются повременно.
IV Материально-технические ресурсы
Ведомость основных и вспомогательных материалов
Стеллажи металлические — 1 компл, кислота дистиллированная — 120л., вода дистиллированная — 2940 л., свинец для пайки пластин — 450 г., припой ПОС-30 — 40 г. водород — 120 л., пропан-бутан жидкий — 80 г., кислород — 120 л., вазелин технический — 20 г., краска эмалевая кислотостойкая красная, синяя и белая — 30 г., то же, но серая — 140 г., сода очищенная для нейтрализующего раствора — 15 г., бумага оберточная — 100 г., проволока латунная для сварки шин — 10 г., бура — 8 г., обтирочный материал — 150 г., канифоль — 8 г.
Ведомость машин, механизмов, инструмента, приспособлений, инвентаря и спецодежды
Емкости винипластовые для электролита — 1 комплект, нacoc для перекачки электролита — 1 комплект, пылесос для очистки баков от пыли — 1 комплект, верстак слесарный с тисками- 1 комплект, баллон для пропан-бутана емкостью 5 л — 3 шт., баллон для кислорода — 2 шт, сварочный трансформатор — 1 шт., комплект приспособлений для сварки — 1 шт,, шланг резиновый кислотостойкий — 45 м., трансформатор 220/12В и лампа переносная- 1 комплект, пистолет ПЦ-52 — 1 комплект, баллон для водорода — 1 штуки, разрядное сопротивление, — 1 комплект, комплект инструмента, приспособлений и спецодежды для монтажа аккумуляторной батареи (находится под отчетом у бригадира-аккумуляторщика).
V Калькуляция трудовых затрат
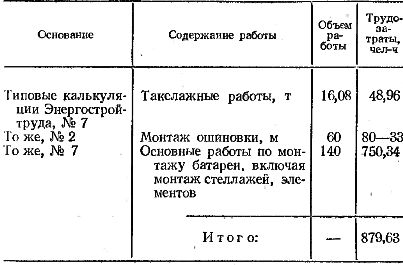
Работы по приготовлению и заливки электролита в баки батареи и все операции по формовке батареи оплачиваются по фактическим трудозатратам повременно. Эти трудозатраты в калькуляцию не включены.