 Соединение между собой
Соединение между собой
проводников прямоугольного сечения выполняется с помощью болтов, шпилек
или сжимов. Число болтов определяется размерами шин. Силу сжатия
контактных поверхностей целесообразнее обеспечивать применением
нескольких болтов меньшего сечения, чем одного болта большего сечения,
так как в первом случае количество контактных пятен получается больше. В
результате переходное сопротивление соединения уменьшается и происходит
более равномерное распределение тока по контактной площади …
Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединения нескольких параллельных шин фазы между собой выполняют путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление — большим.
При прохождении электрического тока детали контактного соединения нагреваются и вследствие нагрева расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему контактному соединению, так как его детали имеют разные коэффициенты линейного расширения.
Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины: кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины.
В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем большие механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены применением тарельчатых пружин.
Тарельчатые пружины электротехнического назначения изготавливаются по ГОСТ 17279-71 двух типов:
— Ш— пружины для поддержания контактного давления в соединениях шин,
— К — пружины для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную плоскость по сравнению с шинами
Основные параметры пружин приведены на рис.1.
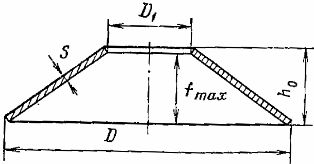
Рис. 1. Тарельчатая пружина.
Допускается выполнять соединения без применения тарельчатых пружин, но с установкой со стороны алюминия утолщенной шайбы под головку болта или под гайку. Размеры нормальных (ГОСТ 11371-78) и увеличенных (ГОСТ 6958-78) шайб приведены в справочных таблицах.
Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления контактного соединения достигается повышением давления и понижением жесткости.
Рис 2. Контактное соединение шин с продольным разрезом.
Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3— 4 мм, длиной 50 мм (рис. 2).
Болты в соединении выбирают, исходя из требующихся удельных давлений между контактными поверхностями кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в контактных соединениях, МПа, в зависимости от материала контактного соединения приведены ниже.
Медь луженая — 0,5 — 10,0
Медь, латунь, бронза нелуженые — 0,6- 12,0
Алюминий — 25,0
Сталь луженая — 10,0 — 15,0
Сталь нелуженая — 60,0
Длина болтов выбирается таким образом, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы.
Затяжку болтов контактных соединений производят гаечным ключом, обеспечивая значения крутящих моментов, приведенные в справочных таблицах.
Затяжку болтов на соединениях с тарельчатыми пружинами производят в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота для болтов Мб и М12 и на 1/6 оборота для остальных болтов.
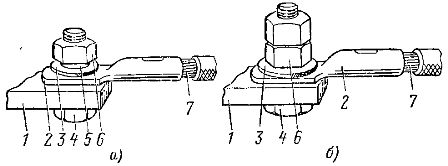
Рис. 3. Соединение медной жилы с плоским выводом из меди или сплава алюминия: а — для болтов до М8, б — для всех размеров болтов, 1 — вывод, 2 — наконечник, 3 — шайба, 4 — болт, 5 — шайба пружинная, 6 — гайка, 7 — жила.
Присоединение плоских проводников к плоским выводам из меди или алюминиевого сплава (рис. 3) производится с помощью стальных болтов (ГОСТ 7798-70), гаек (ГОСТ 5915-70) и шайб (ГОСТ 11371-78), а к выводам из алюминия — с применением средств стабилизации контактного давления: тарельчатых пружин или крепежных изделий из медных или алюминиевых сплавов с коэффициентом линейного расширения (18—21) х 10-6 °С-1 (рис. 4).
При сборке соединения с тарельчатыми пружинами со стороны алюминиевого вывода ставят увеличенную, а со стороны медной лапки наконечника — нормальную шайбу. В соединениях с тарельчатыми пружинами контргайки не применяют.
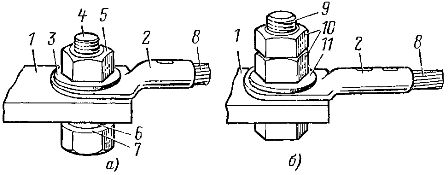
Рис. 4. Соединение медной жилы с плоским выводом из алюминия: а — с применением тарельчатых пружин, б — с применением крепежных деталей из цветных металлов, 1 — вывод, 2 — медный наконечник, 3 — шайба пружинная, 4 — болт стальной, 5 — гайка стальная, 6 — шайба стальная увеличенная, 7 — пружина тарельчатая, 8 — жила медная, 9 — болт из цветного металла, 10 — гайка из цветного металла, 11 — шайба из цветного металла.
Если тарельчатые пружины или болты и гайки из цветных металлов необходимых размеров отсутствуют подсоединение можно выполнять с применением увеличенной шайбы при условии, что переходное сопротивление и температура нагрева соединения окажутся в заданных пределах.
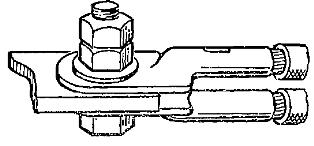
Рис. 5. Присоединение двух наконечников к плоскому выводу.
В тех случаях, когда контактные соединения эксплуатируется в помещении с относительной влажностью более 80% и температурой не ниже 20°С или в химически активной среде, оно выполняется с помощью переходных медно-алюминиевых пластин. Непосредственное соединение медной жилы с алюминиевым выводом может выполняться в том случае, когда алюминиевый вывод имеет защитное металлопокрытие.
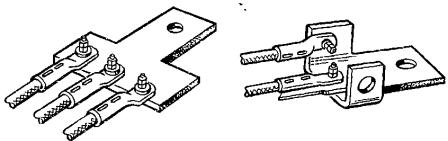
Рис. 6. Переходные детали для подключения к выводам более двух наконечников.
При выполнении подсоединения, к плоскому выводу двух жил кабеля наконечники следует располагать по обеим сторонам плоского зажима (рис. 5) для того, чтобы обеспечить наименьшее переходное сопротивление и сохранить более равномерное токораспределение. Если к выводу нужно подсоединить более двух наконечников или отверстие вывода не соответствует отверстию наконечника, используют переходные детали. К переходной детали наконечники подсоединяются симметрично (рис. 6).
Присоединение плоских медных проводников и наконечников к штыревым контактным выводам оборудования выполняется при помощи стандартных гаек из меди и ее сплавов. Соединения при номинальных токах до 30 А выполняют с помощью стальных гаек, покрытых оловом, никелем или кадмием.
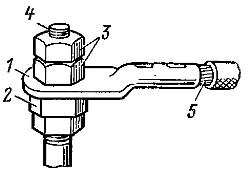
Рис. 7. Присоединение наконечника к штыревому выводу: 1 — наконечник, 2 — гайка медная увеличенная, 3 — гайки стальные, 4 — штыревой вывод, 5 — жила.
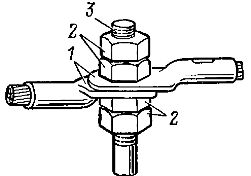
Рис. 8. Соединение двух наконечников со штыревым выводом: 1 — наконечники, 2— гайки, 3— штыревой вывод.
Алюминиевые плоские проводники при токах до 250 А присоединяются так же, как медные, а при токах от 250 до 400 А для присоединения применяют увеличенные упорные гайки (рис. 7).
Присоединение двух наконечников к штыревому выводу (рис. 8) необходимо выполнять симметрично, а при подсоединении более двух наконечников используют переходные детали.
При токах более 400 А следует использовать медно-алюминиевые наконечники или армировать (плакировать) концы шин.
Подсоединение круглых проводников к плоским и штыревым выводам производится после формирования их в виде кольца с помощью шайб-звездочек. Лапки шайб-звездочек при закручивании винта или гайки не должны касаться поверхности вывода или упорной гайки, чтобы колечко жилы было надежно прижато к зажиму.
Кольцо провода укладывается под головку болта или гайки так, чтобы оно при закручивании болтов или гаек не выдавливалось из-под них (рис. 9). В тех случаях, когда алюминиевая однопроволочная жила оконцована кольцевым наконечником (пистоном), шайба-звездочка не применяется.
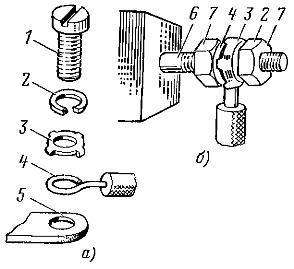
Рис. 9. Соединение алюминиевой жилы сечением до 10 мм2 с выводами: а — плоским, б — штыревым, 1 — винт, 2 — шайба пружинная, 3 — шайба-звездочка, 4 — жила, изогнутая в кольцо, 5 — зажим плоский, 6 — штыревой вывод, 7 — гайка.
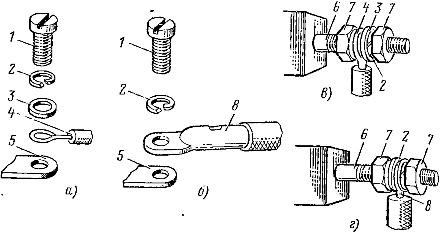
Рис. 10. Соединение медной жилы сечением до 10 мм2 с выводами: а, б — плоским, в, г — штыревым, 1 — винт, 2 — шайба пружинная, 3— шайба, 4 — однопроволочная жила, изогнутая в кольцо, 5 — плоский зажим, 6 — штыревой зажим, 7 — гайка, 8 — жила, оконцоваииая плоским или кольцевым наконечником.
Медные жилы сечением до 10 мм2 соединяются с плоскими и штыревыми выводами с помощью винтов, шайб, пружинных шайб и гаек (рис. 10). При подсоединении жил, оконцованных наконечником (пистоном), шайба не используется.
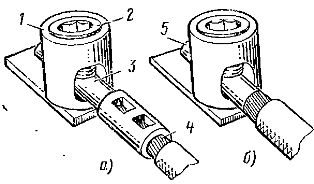
Рис. 11. Соединение алюминиевой многопроволочной жилы с цилиндрическим зажимом: а — с применением штифтового наконечника, б — после сплавления конца жилы в монолит с добавкой легирующих присадок, 1 — корпус, 2 — прижимный винт, 3 — штифтовой наконечник, 4 — жила многопроволочная, 5 — конец жилы, сплавленный в монолит.
С винтовыми зажимами для втычного присоединения алюминиевые или медные многопроволочные жилы могут соединяться после оконцевания штифтовым наконечником или после сплавления конца жилы в монолит с добавкой легирующих присадок.