 На
На
плоскошлифовальных станках широко применяют электромагнитные плиты.
Обрабатываемые стальные детали, расположенные на таких плитах,
удерживаются во время обработки силами магнитного притяжения плиты.
Электромагнитное закрепление имеет преимущества по сравнению с зажатием в
кулачках. Включая ток, можно сразу закрепить много деталей,
расположенных на поверхности плиты. При
электромагнитном закреплении может быть достигнута большая точность
обработки, так как заготовка при нагреве в процессе обработки не сжата с
боков …
На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
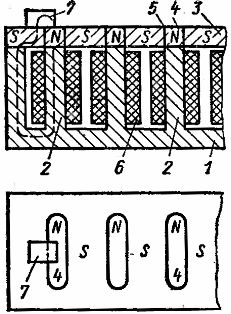
Рис. 1. Электромагнитная плита
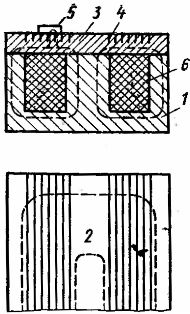
Рис. 2. Электромагнитная плита для мелких деталей
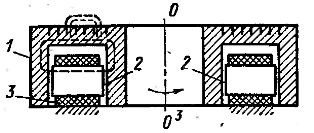
Рис. 3. Стол с неподвижными электромагнитами
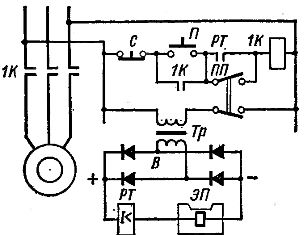
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
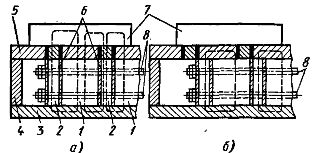
Рис. 5. Плита с постоянными магнитами
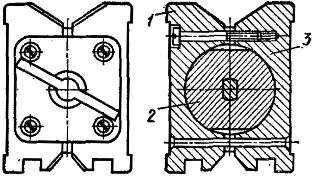
Рис. 6. Магнитное приспособление
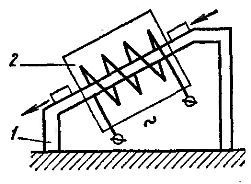
Рис. 7. Демагнетизатор
Плита (рис. 5, а) имеет корпус 4, внутри которого расположен пакет из постоянных магнитов 2. Между магнитами помещены бруски мягкого железа 1, отделенные от магнитов прокладками 6 из немагнитного материала. Пакет стянут латунными болтами 8. Он опирается на основание 3 из мягкой стали, а сверху накрыт плитой 5 также из мягкой стали. Плита 5 имеет немагнитные прослойки, отделяющие части ее поверхности, находящиеся над полюсами. Корпус 4 плиты выполнен из силумина или немагнитного чугуна. Стальная заготовка 7, положенная на плиту 5, притягивается находящимися под ней полюсами. Магнитные потоки полюсов замыкаются, как показано штриховой линией на рис 5, а.
Для съема детали с электромагнитной плиты полюсный пакет сдвигают. В таком положении полюсов их магнитные потоки замыкаются, минуя деталь 7 (штриховая линия на рис. 5, б). При этом деталь может быть легко снята. Пакет перемещается вручную с помощью эксцентрика, не показанного на рисунке.
Внутреннюю полость плиты заполняют вязкой антикоррозионной смазкой, которая уменьшает усилие, необходимое для смещения блока с магнитами. В промышленности применяют стационарные, поворотные, синусные, разметочные, шабровочные и другие плиты с постоянными магнитами.
Магнитное приспособление для поперечного сверления валиков изображено на рис. 6. Если постоянный магнит 2 находится в положении, показанном на рис. 6, деталь закреплена и приспособление притянуто к стальному столу станка. При повороте магнита 2 на 90° магнитный поток замыкается через стальные части 1 и 3 корпуса приспособления, и притяжение детали и приспособления прекращается.

Рис. 8 Шлифовальный станок с электромагнитной плитой
Приспособления с постоянными магнитами употребляют также в качестве основания стойки индикатора, светильника, арматуры охлаждающей жидкости, правильного устройства и т. д. После разборки приспособления с постоянными магнитами требуют намагничивания на специальной установке.
Плиты с такими магнитами отличаются высокой силой притяжения. На фрезерных, строгальных и других станках применяют ферритные керамические постоянные магниты.
Для уничтожения остаточного магнетизма обработанных деталей употребляют специальные демагнетизаторы. Демагнетизатор, показанный на рис. 7, предназначен для размагничивания деталей массового производства (колец шарикоподшипников). Детали скользят по наклонному мостику 1 из немагнитного материала. При этом они проходят внутри катушки 2, питаемой переменным током, и, подвергаясь перемагничиванию переменным полем, теряют остаточный магнетизм. Интенсивность поля ослабевает по мере удаления движущейся детали от катушки 2. Эти аппараты устанавливают непосредственно на станках.