 В схемах автоматизации
В схемах автоматизации
работы станков, установок и машин важное значение имеет вопрос о точности останова движущихся узлов станков с помощью путевых переключателей. В ряде случаев от этого зависит точность изготовления детали. Точность останова зависит от: устройства путевого выключателя, степени его износа, состояния его контактов, точности
изготовления кулачка, воздействующего на путевой переключатель, точности установки кулачка, пути, пройденного инструментом за время срабатывания аппаратов …
В схемах автоматизации работы станков, установок и машин важное значение имеет вопрос о точности останова движущихся узлов станков с помощью путевых переключателей. В ряде случаев от этого зависит точность изготовления детали.
Точность останова зависит от:
1) устройства путевого выключателя;
2) степени его износа;
3) состояния его контактов;
4) точности изготовления кулачка, воздействующего на путевой переключатель;
5) точности установки кулачка;
6) пути, пройденного инструментом за время срабатывания аппаратов релейно-контакторного управления;
7) величины перемещения инструмента, обусловленного силами инерции цепи подачи;
8) недостаточно точного согласования исходных положений режущего инструмента, измерительного устройства и путевого командоаппарата;
9) жесткости технологической системы станок — приспособление — инструмент — деталь;
10) величины припуска и свойств обрабатываемого материала.
Факторы, указанные в п. 1 — 5, определяют погрешность 1 обусловленную неточностью подачи командного импульса; факторы, отмеченные в пп. 6 и 7, -погрешность 2 размера вследствие неточности в исполнении команды; фактор, приведенный в п. 8, — погрешность 3 согласования исходных положений режущего и измерительного инструментов и командного элемента устройства; факторы, указанные в п. 9 и 10, определяют погрешность 4, возникающую в каждом станке вследствие упругих деформаций, вызываемых в технологической системе силами резания.
Суммарная погрешность = 1 + 2 + 3 + 4.
 Суммарная погрешность, так же как и ее составляющие, не является постоянной величиной. Каждая из погрешностей содержит систематическую (номинальную) и случайную ошибки. Систематическая ошибка представляет собой постоянную величину и может быть учтена в процессе наладки. Что касается случайных ошибок, то они вызываются случайными колебаниями напряжения, частоты, сил трения, температуры, влиянием вибраций, износа и т. д.
Суммарная погрешность, так же как и ее составляющие, не является постоянной величиной. Каждая из погрешностей содержит систематическую (номинальную) и случайную ошибки. Систематическая ошибка представляет собой постоянную величину и может быть учтена в процессе наладки. Что касается случайных ошибок, то они вызываются случайными колебаниями напряжения, частоты, сил трения, температуры, влиянием вибраций, износа и т. д.
Для обеспечения высокой точности останова погрешности стремятся насколько возможно уменьшить и стабилизировать. Одним из способов уменьшения погрешности 1 является повышение точности срабатывания путевых переключателей и уменьшение величины хода толкателей. Например, микропереключатели по сравнению с другими путевыми переключателями, применяемыми в станкостроении, отличаются большей точностью срабатывания.
Еще большая точность срабатывания может быть достигнута использованием электроконтактных головок, применяемых для контроля размеров деталей. Точность установки кулачков, воздействующих на путевые переключатели, также может быть повышена применением микрометрических винтов, оптического визирования и т. д.
Погрешность 2, как было указано, зависит от пути, пройденного режущим инструментом после подачи команды. Когда путевой переключатель срабатывает под действием нажимающего на него упора в некоторой точке, то отпадает контактор, на что требуется некоторое время, в течение которого движущийся узел станка продолжает перемещаться на участке 1 — 2 с прежней скоростью. При этом колебания скорости вызывают изменение величины пройденного пути. После выключения электродвигателя контактором происходит замедленное движение системы по инерции. При этом система проходит путь на участке 2 — 3.
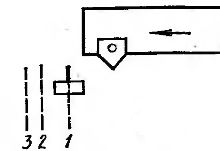
Рис. 1. Схема точного останова
Момент сопротивления Мс в цепях подачи создается в основном силами трения. За время движения по инерции этот момент практически не изменяется. Кинетическая энергия системы при движении по инерции целиком равна работе момента Мс (приведенного к валу электродвигателя) на угловом пути вала двигателя, соответствующем движению системы по инерции: J2/2 = Mc