 Термитная
Термитная
сварка основана на способности некоторых порошкообразных механических
смесей металлов с окислами металлов (термитов) сгорать, выделяя большое
количество тепла. В
качестве окислов в термитных смесях используют железную окалину (закись
железа), а в качестве горючих металлов — алюминий, магний и др.
Источником кислорода в термите является окисел железа, а источником
тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества …
Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла.
Виды термитной сварки и их применение
Различают термитно-тигельную и термитно-муфельную сварки КС.
Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства.
При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе.
Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси.
Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси).
Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин:
1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников,
2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения,
3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают.
Для сварки многопроволочных проводов разработаны термитные патроны, которые представляют собой термитную шашку с металлическим кокилем. При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков.
Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.

Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке.
Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов.
Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.
Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1—20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой.
При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм.
Преимущества термитной сварки
Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом.
Термитная сварка неизолированных проводов
Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения.
При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины.
Термитную сварку проводов производят с помощью термитных патронов (рис. 1).
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов:
-
кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы,
-
вкладыша из алюминия для образования зоны сварки и заполнения пустот,
-
термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки.
Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди Ml толщиной 1,5—2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
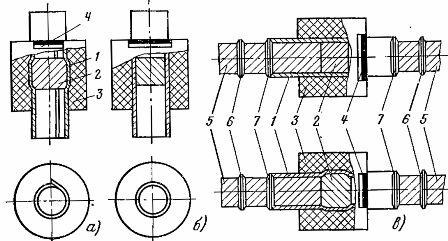
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение.
Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн.
Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм2 — при помощи ножовки или специального приспособления.